
Китайские нержавеющие сливы: технологии?
2026-01-29
Когда слышишь это словосочетание, первое, что приходит в голову — это, наверное, какая-то экзотика или маркетинговая уловка. Но нет, речь о самом что ни на есть прозаичном: о фитингах, отводах, тройниках из нержавейки. Сливы — это наш, с позволения сказать, внутрицеховой жаргон для всей этой сантехнической арматуры. И вопрос о технологиях здесь далеко не праздный. Многие до сих пор уверены, что китайское — значит дешевое и недолговечное. Моя практика, однако, показывает, что все куда сложнее и интереснее.
Что скрывается за нержавеющей сливой?
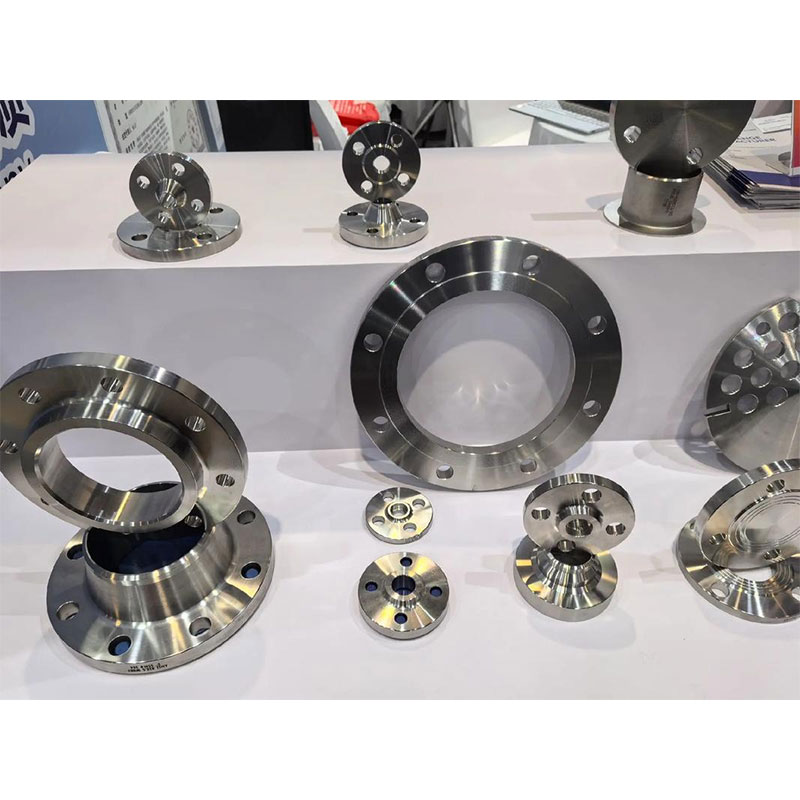
Если отбросить шутки, то под сливами мы подразумеваем литую или кованую арматуру для трубопроводов. Основной материал — аустенитные стали, AISI 304 и 316. Ключевой момент, который часто упускают при заказе, — это именно технология производства. Штамповка, литье, ковка — разница в цене и, что важнее, в ресурсе огромная.
Вот, к примеру, литые тройники. Казалось бы, деталь как деталь. Но если в процессе литья не выдержан температурный режим или нарушена технология раскисления стали, в структуре металла возникают микропоры и ликвации. Они не всегда видны при поверхностном контроле, но под давлением и в агрессивной среде именно с этих точек начинается коррозия. Я видел такие образцы, где межкристаллитная коррозия съедала стенку фитинга за пару лет, хотя марка стали была заявлена правильная.
Поэтому первое, на что я смотрю, — это не столько сертификат, сколько технологическая карта производителя. Есть ли контроль на каждом этапе? Как организована термообработка после литья? Это скучные, рутинные вещи, но именно они определяют, будет ли фитинг просто нержавеющим или по-настоящему надежным.
Практика и подводные камни: опыт сотрудничества с ООО Чунцин Цайлу
В контексте технологий интересен опыт работы с компанией ООО Чунцин Цайлу Международная Торговля. Они выступают как поставщик, тесно работающий с заводами. Их сайт (https://www.clgjmy.ru) — это, по сути, каталог, но за ним стоит важное понимание: они не просто перепродают, а часто технически специфицируют продукт под проект.
Был у меня проект, нужны были отводы 90° на довольно высокое давление, среда — слабокислая. Стандартные штампованные не подходили по толщине стенки. Через Чунцин Цайлу вышли на производителя, который делает кованые отводы методом горячей штамповки с последующей нормализацией. Вроде бы мелочь — нормализация. Но это та самая операция, которая снимает внутренние напряжения в металле после деформации, предотвращая будущие трещины.
Однако не все прошло гладко. В одной из партий, уже на объекте, при резьбовых работах на нескольких фитингах пошла микротрещина. Казалось бы, брак. Но совместно с технологами через поставщика разобрались: проблема была не в самой сливе, а в комбинации материала фитинга (316) и конкретного состава смазочно-охлаждающей жидкости, которую использовали наши монтажники. Вызвало стресс-коррозию. Мелочь, а приводит к потерям. Теперь этот кейс мы учитываем в спецификациях.
Сырье и его русская специфика
Технологии технологиями, но все начинается с сырья. Китайские заводы сейчас в основном используют два источника: собственный металлолом и импортные заготовки. Качество, скажем так, плавающее. Для ответственных систем я всегда настаиваю на предоставлении протокола спектрального анализа именно на партию. Не вообще 304, а химический состав этих конкретных отливок.
Особенно это критично для работы в наших условиях. Зимние температуры, солевые реагенты на дорогах (если речь о наружных трубопроводах), циклы заморозки-разморозки — это не то, что закладывают в стандартные испытания на заводе в Хэбэе. Поэтому технология должна включать не просто правильную марку стали, но и, например, более низкое содержание углерода (на уровне 304L), чтобы повысить стойкость к коррозии в сварных швах.
Один из производителей, с которым мы работаем через посредников, — ООО Хэбэй Даожун Трубопроводное Оборудование. Они с 2008 года в теме, их профиль — как раз трубопроводная арматура. Из их практики знаю, что для поставок в Россию они часто делают дополнительную обработку поверхности — электрополировку. Это не только для блеска. Гладкая поверхность без микроскопических неровностей меньше задерживает частицы, снижая риск точечной коррозии. Опять же, технологическая деталь, о которой в прайс-листе не пишут, но которая влияет на долговечность.
Контроль: между доверием и необходимостью
Здесь кроется главный парадокс. Можно заказать фитинги по идеальной, на бумаге, технологии. Но как проверить, что на тысячном изделии в партии не сэкономили на времени закалки? Полный разрушающий контроль — нерентабелен. Поэтому вырабатывается своя система.
Мы, например, для каждой новой партии или нового поставщика берем выборочно 2-3 фитинга и отправляем в независимую лабораторию. Проверяем твердость по Бринеллю, делаем тест на стойкость к межкристаллитной коррозии (тот самый тест по ГОСТ 6032, аналогичный есть и в ASTM). Если для фитингов заявлена обработка на станках с ЧПУ, смотрим на качество резьбы — нет ли задиров, которые концентрируют напряжение.
Был случай, когда визуально идеальный фланец из нержавеющей стали 316 дал несоответствие по твердости. Оказалось, производитель, чтобы ускорить производство, немного завысил температуру при термообработке. Металл стал чуть более хрупким. В конкретном проекте это могло бы и не проявиться, но для систем с переменными нагрузками — недопустимо. Пришлось возвращать всю партию. Поставщик, кстати, тогда сильно удивился, что мы такие проверки делаем. Сейчас, спустя годы, они сами предоставляют такие протоколы — спрос рождает предложение.
Эволюция запроса и будущее слив
Раньше главным вопросом была цена. Сейчас запрос смещается в сторону предсказуемого ресурса и технологической прозрачности. Все чаще просят не просто тройник 304, а с полным пакетом документов: MTC, сертификат PED (для давления), отчеты по испытаниям. Это заставляет и производителей, и таких торговых компаний, как ООО Чунцин Цайлу, глубже вникать в процесс.
На горизонте появляются и новые технологические решения. Например, все больше используется лазерное сканирование готовых фитингов для сравнения с 3D-моделью и выявления отклонений в геометрии. Или добавление в сталь небольшого количества меди для повышения стойкости к некоторым видам кислот. Это уже не масс-маркет, а штучный, инженерный продукт.
Так что, возвращаясь к заглавному вопросу. Технологии производства китайских нержавеющих слив — это не какая-то единая, застывшая величина. Это спектр: от условно гаражного литья до высокотехнологичных процессов с полным циклом контроля. Задача специалиста — не просто купить, а точно понять, какая технология из этого спектра нужна под конкретную задачу. И найти того, кто сможет ее стабильно обеспечить. Без этого даже самая правильная марка стали не гарантирует ничего. Проверено на практике, иногда — горьким опытом.